Methods And Systems For Welding Copper Using Blue Laser
Patent No. US10940562 (titled "Methods And Systems For Welding Copper Using Blue Laser") was filed by Blue 425 Llc on Jan 31, 2018.
What is this patent about?
’562 is related to the field of laser welding, specifically addressing the challenges of welding copper-based materials . Copper's high reflectivity and thermal conductivity make it difficult to weld using traditional infrared lasers, often leading to defects like spatter and micro-explosions. Current solutions, such as ultrasonic welding, also have limitations in terms of weld quality and process variability, especially when joining thin copper foils in applications like battery manufacturing.
The underlying idea behind ’562 is to use a blue laser (wavelengths between 400 nm and 500 nm) to weld copper. This exploits the significantly higher absorption rate of copper at these wavelengths (around 65%), enabling more efficient and stable energy coupling into the material. By using a blue laser, the process minimizes or eliminates common welding defects, allowing for both conduction and keyhole welding modes with improved control and reduced spatter.
The claims of ’562 focus on a method for welding copper-based materials using a blue laser beam. The method involves placing two pieces of copper-based material in contact and directing the blue laser beam at the workpiece to form a weld. A key aspect of the claims is the resulting weld's characteristics, specifically that the microstructure of the copper material, the heat-affected zone (HAZ), and the resolidification zone are essentially identical, indicating a high-quality, homogenous weld.
In practice, the blue laser system allows for stable welding of copper in both conduction and keyhole modes. In conduction mode, the laser heats the copper to its melting point, creating a weld pool that solidifies with a microstructure similar to the base material. In keyhole mode, the laser vaporizes the copper, creating a deep, narrow weld with minimal spatter. The laser power and spot size are carefully controlled to optimize the welding process and minimize defects. Shielding gases like Argon or Helium can be used to prevent oxidation during welding.
The differentiation from prior approaches lies in the use of the blue laser's wavelength to achieve superior energy coupling with copper. Unlike infrared lasers, which struggle with copper's high reflectivity, the blue laser efficiently heats the material, leading to more controlled melting and reduced vaporization. This results in welds with improved microstructure, hardness, and reduced defects, particularly in applications involving thin copper foils and stacks, where traditional methods like ultrasonic welding often fall short.
How does this patent fit in bigger picture?
Technical landscape at the time
In the late 2010s when ’562 was filed, laser welding was a well-established technique, but welding highly reflective materials like copper remained challenging. At a time when infrared lasers were commonly used for welding, the high reflectivity of copper at these wavelengths made it difficult to efficiently couple energy into the material. This often necessitated high laser power and techniques to initiate and maintain a keyhole weld, when systems commonly relied on these keyhole techniques rather than conduction mode welding for copper.
Novelty and Inventive Step
The examiner allowed the claims because the combination of using a blue laser to weld two copper materials, resulting in a weld with a heat-affected zone (HAZ) and a resolidification zone where the microstructure of the copper base, HAZ, and resolidification zone are identical, was not disclosed or rendered obvious by the prior art.
Claims
This patent contains 83 claims, of which claims 1, 23, 48, and 70 are independent. The independent claims are directed to methods of welding copper-based materials using a blue laser beam. The dependent claims generally elaborate on and refine the parameters and conditions of the welding methods described in the independent claims, such as specific laser power densities, wavelengths, shielding gases, and material compositions.
Key Claim Terms New
Definitions of key terms used in the patent claims.
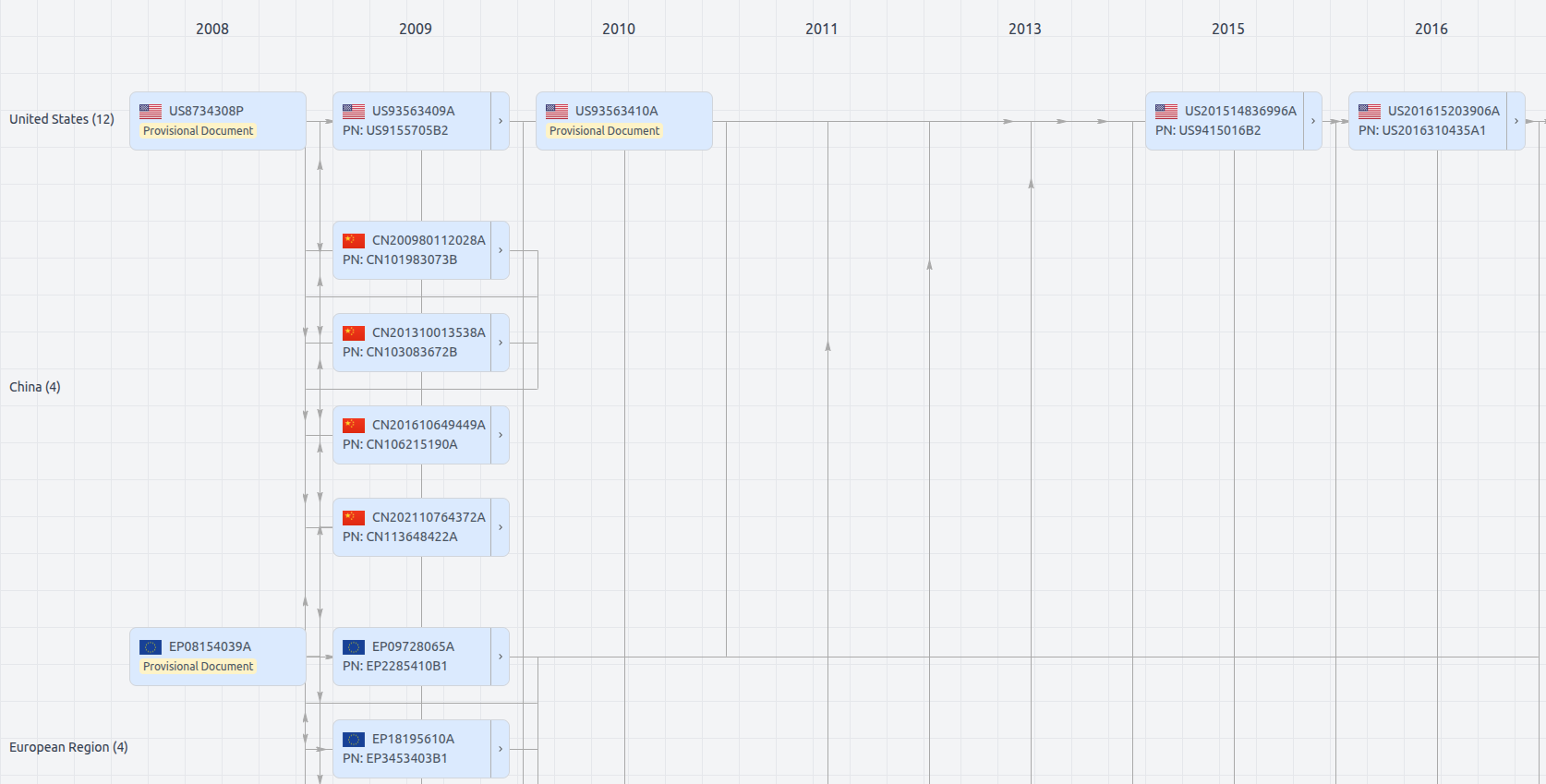
Patent Family
File Wrapper
The dossier documents provide a comprehensive record of the patent's prosecution history - including filings, correspondence, and decisions made by patent offices - and are crucial for understanding the patent's legal journey and any challenges it may have faced during examination.
Get instant alerts for new documents
US10940562
- Application Number
- US15884672
- Filing Date
- Jan 31, 2018
- Status
- Granted
- Expiry Date
- Oct 22, 2038
- External Links
- Slate, USPTO, Google Patents