Methods And Systems For Welding Copper And Other Metals Using Blue Lasers
Patent No. US11612957 (titled "Methods And Systems For Welding Copper And Other Metals Using Blue Lasers") was filed by Blue 425 Llc on Dec 30, 2019.
What is this patent about?
’957 is related to the field of laser material processing, specifically laser welding of metals such as copper, aluminum, and stainless steel. Traditional infrared (IR) laser welding of copper presents challenges due to copper's high reflectivity at IR wavelengths, leading to inefficient energy coupling, spatter, porosity, and micro-explosions. This is particularly problematic in applications like battery manufacturing, where high-quality, high-speed welds are crucial for performance and reliability. Current methods to mitigate these issues, such as modulating laser power or using vacuum environments, have limitations in terms of processing windows and weld consistency.
The underlying idea behind ’957 is to leverage the higher absorption rate of copper and other metals at blue laser wavelengths (approximately 400-500 nm) to achieve more efficient and stable welding. By using a blue laser, the energy couples more effectively into the material, reducing reflectivity issues and enabling better control over the welding process. This approach aims to minimize or eliminate common defects associated with IR laser welding, such as spatter and porosity, while also potentially increasing welding speeds.
The claims of ’957 focus on a method for laser welding multiple pieces of copper foil using a blue laser beam. The method involves positioning the foils in a welding stand, applying a clamping force, and directing a blue laser beam with specific properties (power, beam parameter product, spot size, average and peak intensity) to lap weld the foils together. A key aspect is the use of a non-oxidizing clearing gas to remove plume material and prevent oxidation, with the welding speed, clamping force, and gas flow rate being predetermined to achieve a weld free of visible splatter and porosity. The claims also extend to welding other metals beyond copper.
In practice, the invention uses a blue laser system to deliver a focused beam onto the metal workpiece. The clamping force ensures good contact between the metal pieces, while the clearing gas protects the weld area from oxidation and removes vaporized material that could interfere with the laser beam. By carefully controlling the laser parameters and gas flow, the process can be optimized to create a stable weld puddle and achieve full penetration without excessive spatter or porosity. The laser can operate in either conduction mode, where heat is transferred through the material, or keyhole mode, where the laser creates a vapor cavity that enhances penetration.
The differentiation from prior approaches lies primarily in the use of a blue laser for welding these metals. While IR lasers have been used, the inherent reflectivity of copper at those wavelengths necessitates higher power and more complex control strategies. The blue laser's higher absorption rate allows for lower power levels, simpler process control, and potentially higher welding speeds. Furthermore, the invention emphasizes the importance of plume management through the use of a clearing gas, which is crucial for maintaining a stable and clean welding environment, especially when working with materials prone to oxidation or vaporization. This combination of blue laser and plume control leads to improved weld quality and process reliability.
How does this patent fit in bigger picture?
Technical landscape at the time
In the mid-2010s when '957 was filed, laser welding systems commonly relied on infrared lasers, at a time when welding copper was typically implemented using high power levels to overcome high reflectivity. At this time, controlling spatter and porosity during copper welding was non-trivial, when hardware or software constraints made precise modulation of laser power challenging.
Novelty and Inventive Step
The claims were objected to for informalities and rejected under 35 U.S.C. 112(b) as being indefinite. The examiner indicated that claims 1-20 would be allowable if rewritten or amended to overcome the rejections. The prosecution record does NOT describe the technical reasoning or specific claim changes that led to allowance.
Claims
This patent contains 20 claims, with independent claims numbered 1, 12, and 20. The independent claims are directed to methods of laser welding multiple metal pieces together using a blue laser beam with specific power, beam parameter product, spot size, and intensity characteristics, while also employing a non-oxidizing beam clearing gas. The dependent claims generally specify further details, limitations, or variations of the methods described in the independent claims, such as beam type, wavelength, clearing gas composition, wobble-free welding, number and thickness of foil pieces, welding speed, metal types, weld types, and welding stand features.
Key Claim Terms New
Definitions of key terms used in the patent claims.
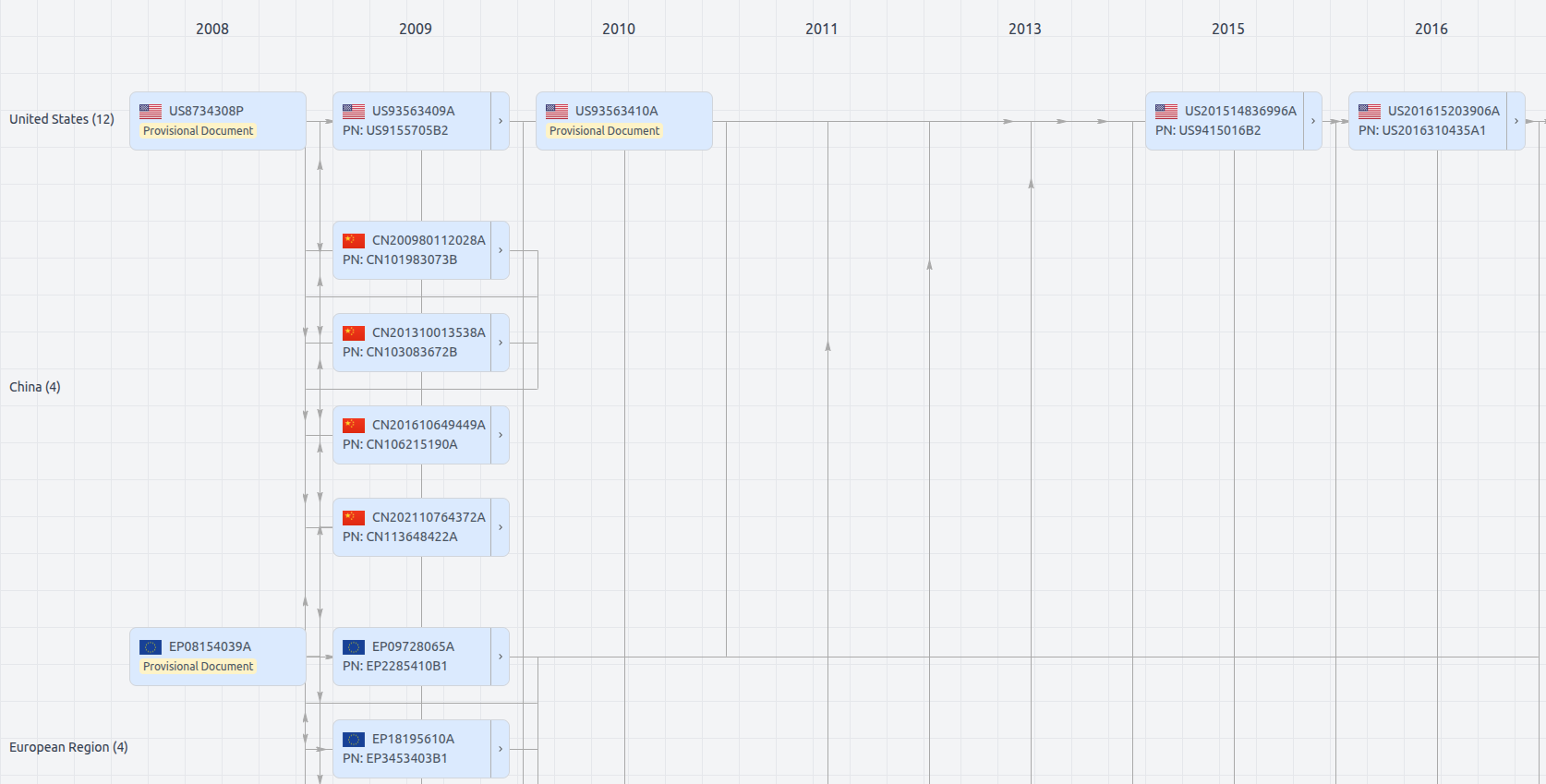
Patent Family
File Wrapper
The dossier documents provide a comprehensive record of the patent's prosecution history - including filings, correspondence, and decisions made by patent offices - and are crucial for understanding the patent's legal journey and any challenges it may have faced during examination.
Get instant alerts for new documents
US11612957
- Application Number
- US16730852
- Filing Date
- Dec 30, 2019
- Status
- Granted
- Expiry Date
- Aug 16, 2037
- External Links
- Slate, USPTO, Google Patents