Manufacture Of Filter Plugs
Patent No. US3399606 (titled "Manufacture Of Filter Plugs") was filed by Molins Machine on Apr 17, 1967. The application was issued on Sep 3, 1968.
What is this patent about?
'606 is related to the field of manufacturing cigarette filter plugs. More specifically, it concerns equipment for producing continuous filter rods from filter tow and ensuring consistent draw characteristics (resistance to airflow) in the final product.
The underlying idea behind '606 is to actively control the stretching of the filter tow based on real-time measurements of its properties. By monitoring the tow's density and permeability, the machine adjusts the stretching force applied to the tow, thereby compensating for variations in the material and maintaining a uniform product.
The claims of '606 focus on a filter plug-making machine that includes a tow feeding mechanism, a density variation detector, a wrapper, a cutter, and a control system. The control system responds to the density variations detected in the tow and adjusts the feeding mechanism to change the amount of stretch applied to the tow.
In practice, the machine uses a combination of air permeability and beta radiation detectors to assess the tow and wrapped filter rod. The air permeability detector measures the pressure drop as air is drawn through the tow, indicating its density. The beta radiation detector measures the mass per unit length of the wrapped rod. Signals from these detectors are then used to adjust the speed of rollers that stretch the tow. A memory unit tracks short-term variations, triggering a rejector mechanism to remove defective filter plug lengths.
This approach differs from prior methods by actively correcting for variations in the tow material. Instead of simply processing the tow at a fixed setting, the machine dynamically adjusts the stretching force to maintain consistent density and airflow resistance. The use of both air permeability and beta radiation detectors provides a more comprehensive assessment of the tow and wrapped rod, allowing for finer control and a more uniform final product. The active control of tow stretching based on real-time measurements is the key differentiator.
How does this patent fit in bigger picture?
Technical Landscape
In the late 1960s when '606 was filed, filter plug manufacturing at a time when continuous production methods were becoming more prevalent. At this time, maintaining uniformity in the density and airflow characteristics of filter rods was a significant challenge, when control systems commonly relied on mechanical and pneumatic feedback mechanisms rather than sophisticated electronic controls.
Prosecution Position
The disclosed filter plug-making equipment addresses the problem of inconsistent draw characteristics in filter plugs. It achieves this by integrating density detection, tow stretching, and a feedback control system. By detecting variations in tow density and adjusting the stretching of the tow, the equipment reduces long-term variations in mass per unit length and airflow resistance. Furthermore, the system incorporates a rejection mechanism to remove filter rod sections with excessive short-term density variations, improving the overall uniformity of the final product.
Claims
This patent contains zero claims, therefore there are no independent or dependent claims to analyze.
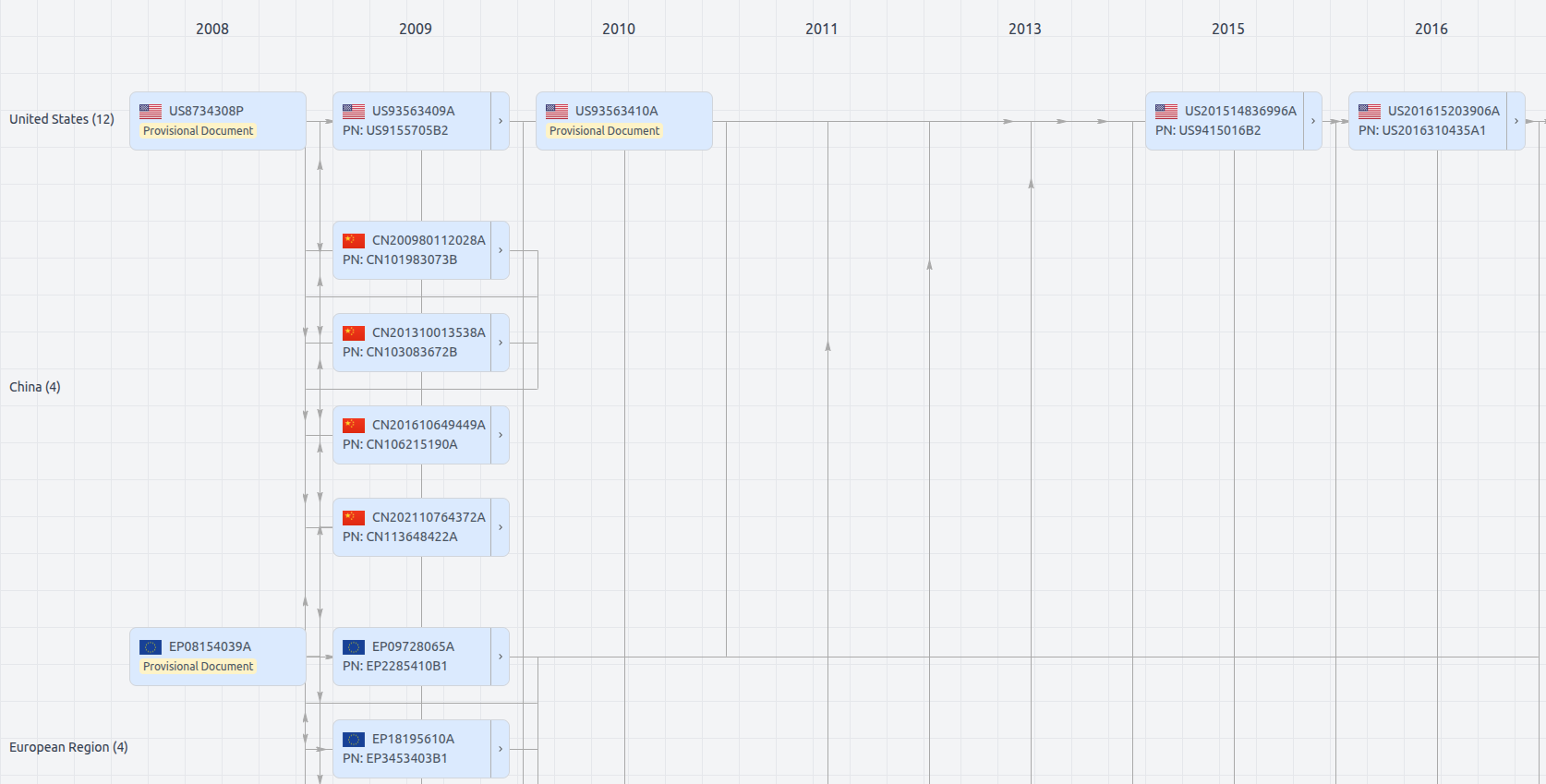
Patent Family
File Wrapper
The dossier documents provide a comprehensive record of the patent's prosecution history - including filings, correspondence, and decisions made by patent offices - and are crucial for understanding the patent's legal journey and any challenges it may have faced during examination.
Get instant alerts for new documents
US3399606
- Application Number
- US63142167
- Filing Date
- Apr 17, 1967
- Publication Date
- Sep 3, 1968
- External Links
- Slate, USPTO , Google Patents