Process For The Non-Cutting Production Of Sheet Steel Containers
Patent No. US3924437 (titled "Process For The Non-Cutting Production Of Sheet Steel Containers") was filed by K M Engineering on Feb 9, 1973. The application was issued on Dec 9, 1975.
What is this patent about?
'437 is related to the field of metal forming, specifically the process of deep drawing and ironing cup-shaped blanks to reduce their diameter and wall thickness. This is commonly used in manufacturing processes to create containers or other hollow metal parts with precise dimensions. The background involves multiple stages of drawing and ironing, each requiring significant force and generating substantial heat due to friction between the metal and the forming dies.
The underlying idea behind '437 is to improve the cooling efficiency during the ironing process by directly applying a fluid medium to the working zone where the metal is being deformed. Instead of relying on overall cooling of the die or the blank, the invention focuses on localized cooling to prevent overheating, reduce friction, and improve the quality of the finished part.
The claims of '437 focus on a method where a cup-shaped blank is drawn through a series of dies, each with a punch that is slightly smaller than the inside diameter of the blank. This creates an annular gap between the punch and the blank's inner surface. The key is the introduction of a fluid coolant into this annular gap, directly targeting the working zone where the diameter and wall thickness are being reduced.
In practice, the cup-shaped blank is progressively pushed through a series of dies, each incrementally reducing the diameter and wall thickness. The fluid medium, circulating within the annular gap, acts as a localized heat sink, drawing heat away from the deforming metal. This precise cooling allows for higher forming speeds and tighter tolerances, while also minimizing the risk of material failure due to excessive heat buildup.
This approach differs from traditional methods that rely on cooling the entire die or using lubricants that may not effectively reach the critical working zone. By directly injecting the coolant into the annular gap, the invention ensures that the cooling effect is concentrated precisely where it is needed most, leading to improved process control and potentially enabling the use of more aggressive forming parameters.
How does this patent fit in bigger picture?
Technical Landscape
In the early 1970s when '437 was filed, metal forming processes commonly relied on mechanical linkages and manual adjustments to control the shaping and cutting of materials. At a time when automated control systems were in their relative infancy, achieving precise and repeatable results in metal stamping operations, particularly for complex shapes, was typically implemented using iterative trial-and-error methods and skilled labor.
Prosecution Position
The disclosed invention provides a system for improved control and precision in metal forming. By integrating a novel die structure with a coordinated actuation mechanism, the system enables the creation of more complex and accurate shapes in a single forming operation. This architectural shift overcomes limitations in conventional metal forming techniques, resulting in increased efficiency and reduced material waste.
Claims
This patent contains zero claims, therefore there are no independent or dependent claims to analyze. Consequently, there is no focus or role to describe.
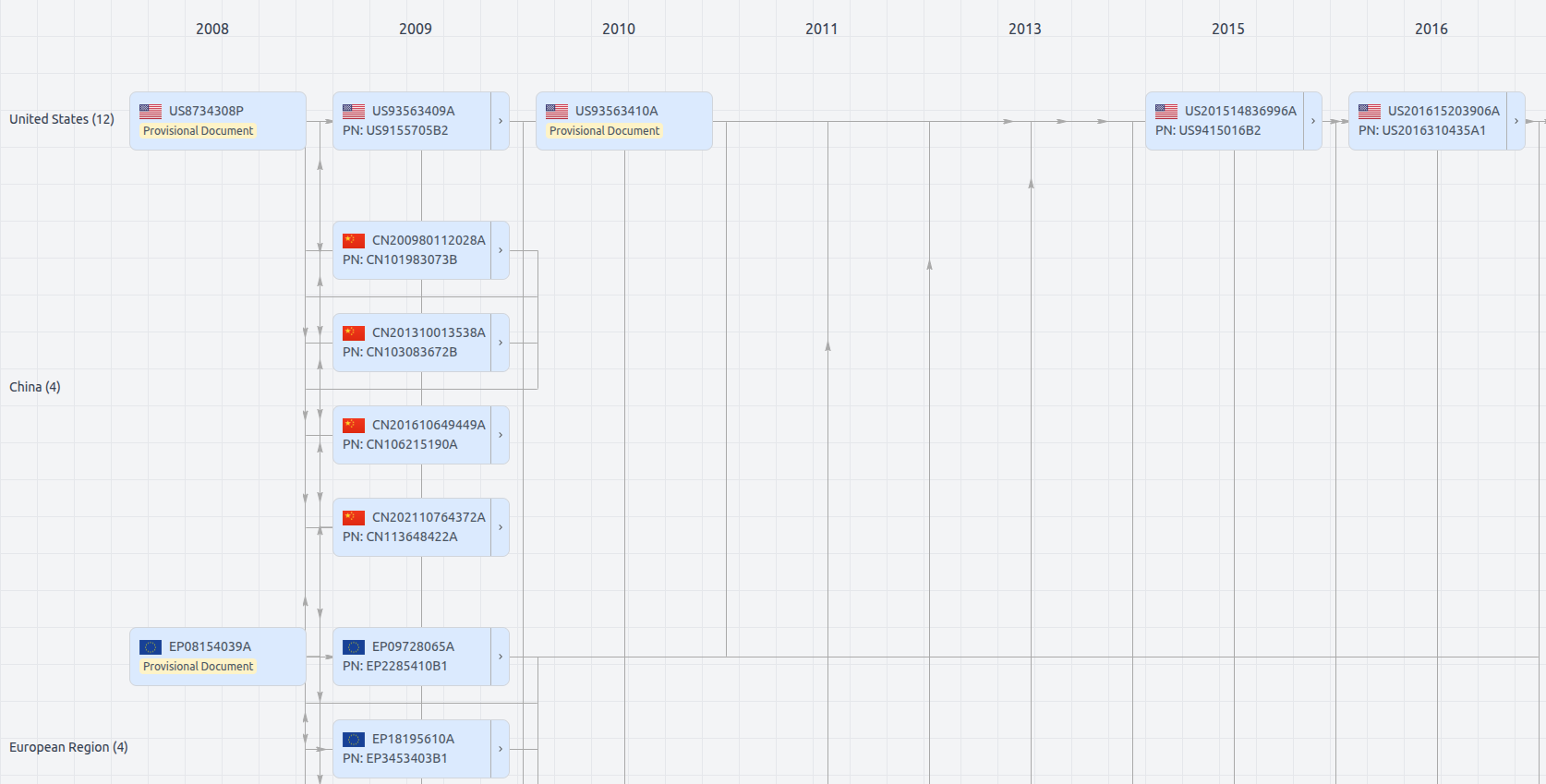
Patent Family
File Wrapper
The dossier documents provide a comprehensive record of the patent's prosecution history - including filings, correspondence, and decisions made by patent offices - and are crucial for understanding the patent's legal journey and any challenges it may have faced during examination.
Get instant alerts for new documents
US3924437
- Application Number
- US33092173
- Filing Date
- Feb 9, 1973
- Publication Date
- Dec 9, 1975
- External Links
- Slate, USPTO , Google Patents